

- The use of ultrasonic welding, no need to use needle and thread, eliminating the trouble of frequent needle exchange, there is no tradition of suture break joints situation, but also on textiles and tidy local shear and seal the suture also play a decorative role.
- The use of ultrasound and a special drum processing, and seal the edges without cracking, not to hurt the cloth edges and burrs.
- Manufactured without preheating, and continuous operation.
- Simple operation, there is no difference between traditional sewing and ordinary workers can do easily.
- Low cost and high efficiency.
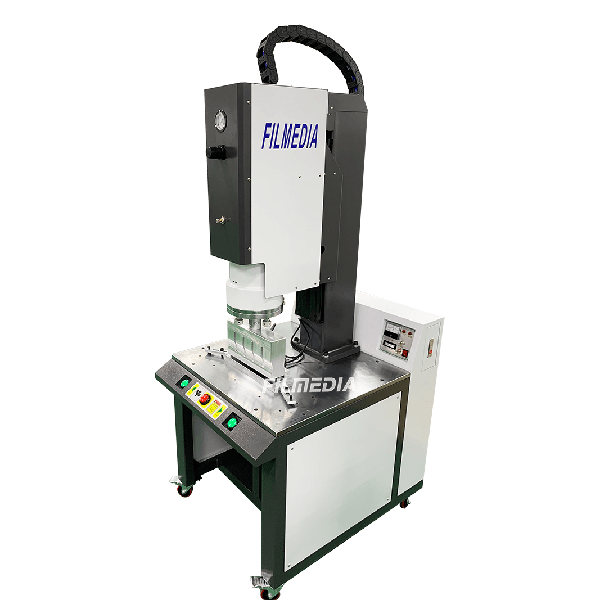
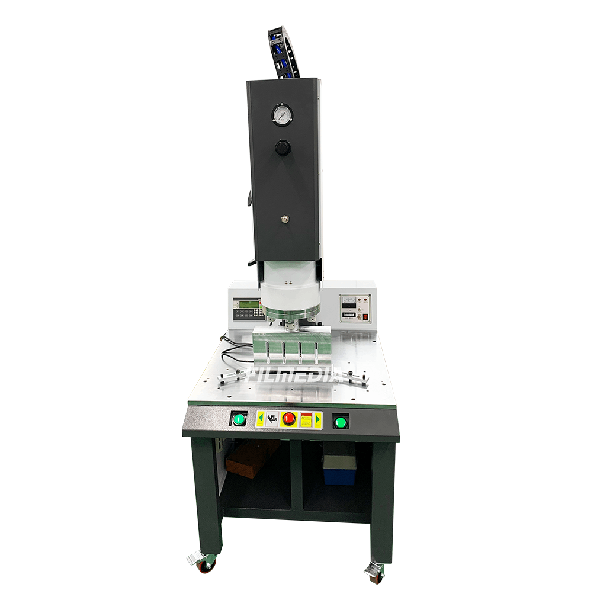
Description
Production parameters
| Frequency (khz) | 15 |
| Air Compressor (hp) | 1HP, 1-8BAR |
| Power (V) | 220V / 4200W |
Dimension
| Overall structure(m) | Actual Width (m) | ||
| Length | 0.45 | Actual Width | 0.55 |
| Width | 0.55 | Actual Length | 0.45 |
| Height | 1.1 | Gross Weight(kgs) | 220 |
Optional Model
FM-NC26, FM-NC42
Installation
Leave each 1 meter space to the machine ,then adjust the machine in horizontal equilibrium.
Operation
- Preparation work
(1) Set the manual / automatic button on the head to the manual state.
(2) Install the ultrasonic mould on the machine. (Before step 2, must ensure the screw and the ultrasonic mould are in the tightening state. And when installed on the machine, must use the corresponding wrench to tighten the mould and the machine ) - Sonic detection Press the OSC.CHECK button (2~3 seconds) to observe the ammeter and the overload indicator light. If the ammeter displays about three little lattices and the overload indicator does not light, machine is normal. If the current is too large and overload indicator light shines. Follow the following steps:
(1) Must make sure screw and mould, mould and machine generator screw down.
(2) Open the left door of the Electric Box, gently rotate the left first screw, begin sonic detection. When the overload indicator does not light, the ammeter displays about three little lattices, and the mould is normal. - Welding operation
(1) Turn on the green button in manual state. When the machine down, adjust relevant head height to make the working face of the lower mould and working face of the ultrasonic upper mould completely close contact.
(2) Press the red button to reset up the machine automatically.
(3) Adjust the air pressure to 0.3MPA, the delay time is 100, the welding time is 040, the curing time is 090.
(4) Place the product on the lower mould, turn the manual state to automatic state on machine panel, start the operation of welding. (Attention: In the process of debugging the mould, keep manual state, never turn to automatic state. Only in the process of welding, shift to automatic state. And in the process of production, if no welding products between the moulds, never welding automatically, otherwise the ultrasonic machine will send out ultrasonic, cause the machine to malfunction and the mould to damage. The point must be kept in mind to tell the operating personnel.) In the process of welding, if the product is over welding, reset the welding time to a smaller number. When welding is not strong, correspondingly increase the welding time, but not more than 300. - Attention When change the ultrasonic mould, the machine must be turned to the manual state. And then unload the mould from the clockwise direction, never break the mould. Other assembly must be done in strict accordance with the above steps, assembly and debugging step by step.
Maintenance
- No sundries on the equipment, the equipment surface and welding head should be kept clean.
- Operators should carry out production operation according to standard operation procedure strictly, any casual operation is forbidden.
- The circuit of the device must be reliably grounded in order to protect the personal safety.
- 150mm distance should be kept in the rear of the ultrasonic generator to maintain the normal operation of the electrical apparatus.
- Gas source processor should be installed for the device’ air Compression, to ensure the cleanliness and dryness of the air source, further to prolong the life of the pneumatic components.
- After opening the device, In the rear of the contactor, the cooling air shall be discharged to avoid the contactor’ damage.
- The welding head, bottom die and the workbench should be kept clean.
- When the wielding head is down, the welding speed shouldn’t be too fast.
- The lifting screw rod and the moving parts should be regularly coated with grease and kept clean.
- Regularly check whether the cable joint is loose.
- Regularly clean air source processor of air compressed.
- Check whether there is abnormal sound during equipment operation.
- Check whether there is damage or missing parts for the equipment.
- Equipment is strictly prohibited to run with failure.
- Take care of the machine, no brutal operation.
- Prohibit using hard materials, like steel, to contact mold surface or strike mold. If any similar action is needed, use copper or other soft tools.
- Abnormal in the operation of the equipment, stop the machine and report the problem timely.
- Formulate relevant equipment maintenance inspection record, record all inspection and maintenance.
Maintenance and inspection include
- Daily inspection includes:
1) Compressed air is clean and dry.
2) Ultrasonic generator is running normally.
3) The speed for the wielding head up and down is steady.
4) No oil contamination on the height adjusting rod and the pneumatic rod.
5) Equipment is clean as a whole, lubrication is normal.
6) Whether there is abnormal sound in the operation of the equipment.
7) No debris on the equipment and around the device.
8) The indication of pressure gage is normal. - Periodic inspection includes:
1) Cooling effect of ultrasonic generator.
2) Operation of the lubrication parts.
3) Service condition of electric appliance and electric circuit.
4) No looseness for screws and nuts on fastening parts.
5) Equipment is grounded well.
6) Whether there is damage or missing parts.
7) Fueling for all lubrication parts.
8) Whether there is abnormal sound during the equipment operation.
9) Air source processor for air cleanliness and compression.



