


Description
The automatic depressurization-dedusting integrated series of the conveying system integration, the dust removal environmental protection equipment, is independently developed by our company, based on large dust emission, scattered distribution, limited space and other factors of belt transit stations in steel mills, power plants, mines, ports and so on. The product technical standards strictly comply with the provisions of GB16248-1996 Hygiene Standard for Respirable Dust in the Air of Workplace.
After emerging, the automatic depressurization-dedusting integrated series of the conveying system integration, the dust removal environmental protection equipment, not only solves the problems of the traditional filters in the conveying system, such as large occupied area, large energy consumption, large maintenance load and investment, high operating cost, secondary pollution and non-compliance, but has the advantages of no space limit, no secondary pollution, unmanned guarding, free maintenance, small power, etc.
Purpose
The product is widely used for dust control of transit points (transfer stations) in the belt conveying system of steel mills, coal-fired power plants and other industries; or that of the metallurgical industry, coking plants, pelletizing plants, mixture sintering, etc.Purpose
Operating Principle
The materials from the upstream of belt transport and transit point (transfer station) generate a lot of dust in the dropping process; at the same time, under the action of material dropping and impact, the pressure which makes dust flow is produced between the bottom and upper part of the dust-collecting hood. Under the action of the draught fan, the negative pressure is formed within the dust-collecting hood. Most of dust enter into the filter, and are adsorbed on the surface of the filter bag.
The sealing device is set up between the bottom of the dust-collecting hood and the moving belt (except material outlet). It effectively prevents dust spilling over on both sides of the belt and on the tail of the dust-collecting hood. Usually, only the sealing device cannot prevent spillover, so we install the soft curtain with the function of dust collection in the material falling outlet and in the belt front, so that most of flying dust can be adsorbed by the dust-collecting soft curtain. Dust unable to be absorbed by the soft curtain is blocked and absorbed by the surrounding sealing device and the dust-collecting soft curtain in the belt front.
Flying dust successfully flows back to the material incoming place along the curve of featured dust-collecting hood (with the principle of bionics), and falls on the secondary belt together with new incoming materials. Please note that, in order to improve the cohesive effect between dust particles, the micro-sealing device is set up in the places such as material falling place and dust-collecting hood. Under its action, the relative humidity of dusty air can be improved, but moisture content of material cannot be increased greatly. The device opens or closes the SMC solenoid valve according to dust concentration of dusty air detected, so as to realize its shutdown or running. All devices are intelligently controlled by the PLC in the electronic control system, to realize the full automatic operation.
The equipment adopts the patented technology, and makes reasonable use of material conversion between potential energy and kinetic energy. So it greatly reduces external energy consumption required in dust removal.
Equipment Structure
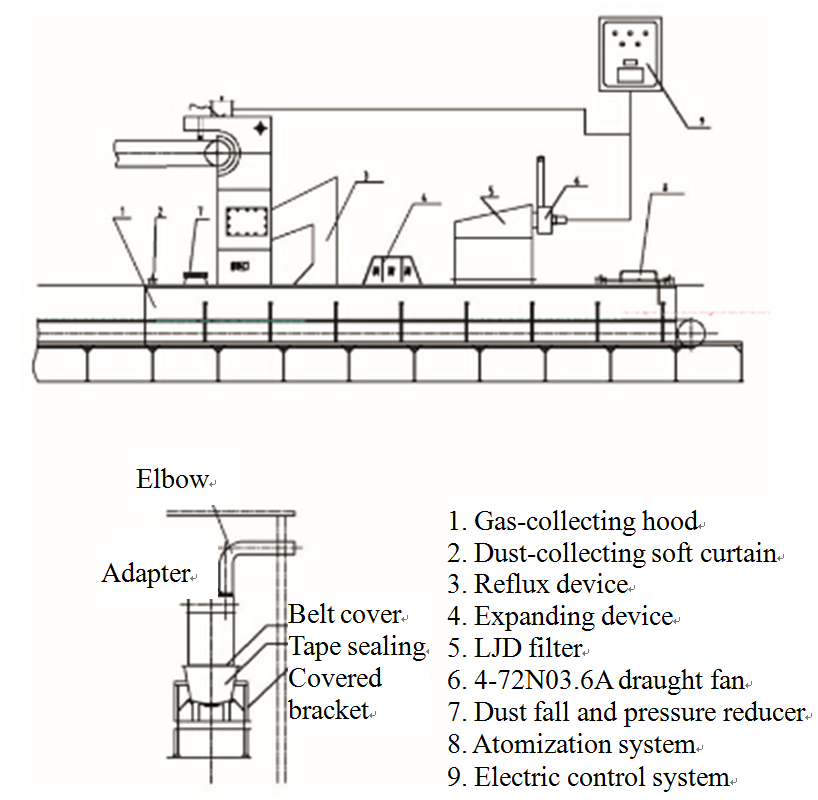
The equipment is composed of the following devices:
- Double dust-collecting hood: to make dust flow back along the curve of the volute under the pressure action of material dropping and impact.
- Double soft sealing device: be the sealing device around the inner and outer layer of the dust-collecting hood.
- Dust-collecting soft curtain: to effectively adsorb the dust spilling over.
- Automatic reflux device: to effectively reduce the impacted positive pressure in the hood.
- Guiding device: to make dust smoothly flow in the dust-collecting hood.
- Follow pressure-reducing device: to effectively control uniform pressure distribution in the dust-collecting device.
- Dust control device: to effectively collect dust in the outer cover of the dust-collecting hood, to eliminate the positive pressure in the outer cover.
- Atomization device: to improve dust cohesion.
- PLC electric control device: to realize the automatic detection and automatic control.




