






- 采用超声波焊接,无需使用针线,省去了频繁换针的烦恼,不存在传统缝合线断接头的情况,而且对纺织品的局部整齐剪切和密封缝合也起到装饰作用。
- 采用超声波及特殊滚筒处理,且封口边缘无裂纹,不伤布边及毛刺。
- 无需预热即可制造,可连续运行。
- 操作简单,没有区别,传统缝纫和普通工人可以轻松完成。
- 低成本、高效率。
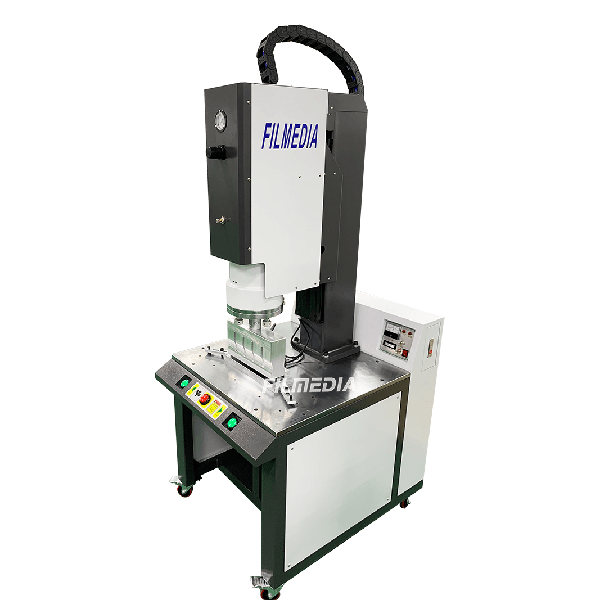
描述
生产参数
| 频率 (khz) | 15 |
| 空气压缩机 (hp) | 1马力,1-8巴 |
| 功率 (V) | 220伏 / 4200瓦 |
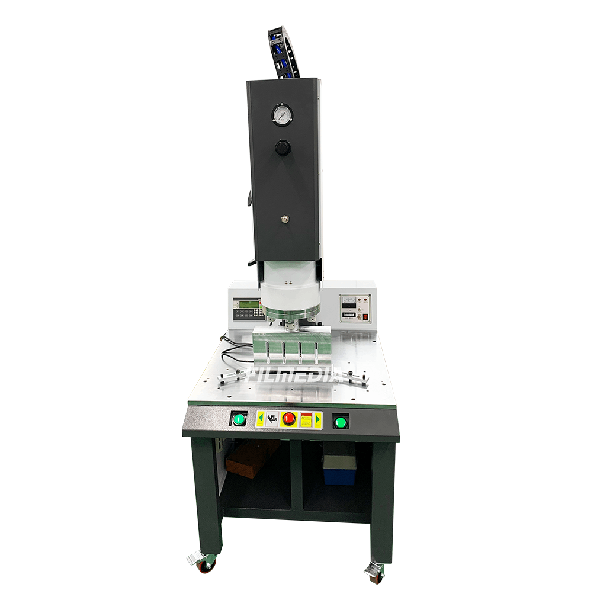
尺寸
| 整体结构(m) | 实际宽度 (m) | ||
| 长度 | 0.45 | 实际宽度 | 0.55 |
| 宽度 | 0.55 | 实际长度 | 0.45 |
| 高度 | 1.1 | 毛重 (kgs) | 220 |
可选型号
FM-NC26、FM-NC42
安装
为机器留出每 1 米的空间,然后将机器调整到水平平衡状态。
操作
- 准备工作
(1) 将头上的手动/自动按钮设置为手动状态。
(2) 在机器上安装超声波模具。(在第 2 步之前,必须确保螺丝和超声波模具处于拧紧状态。并且当安装在机器上时,必须使用相应的扳手拧紧模具和机器) - 声波检测 按下 OSC.CHECK 按钮(2~3 秒),观察电流表和过载指示灯。如果电流表显示大约三个小格子,并且过载指示灯不亮,则机器正常。如果电流太大,过载指示灯亮。请按照以下步骤操作:
(1) 必须确保螺丝和模具、模具和机器发电机拧紧。
(2) 打开电箱左门,轻轻旋转左第一个螺丝,开始声波检测。当过载指示灯不亮时,电流表显示大约三个小格子,模具正常。 - 焊接操作
(1) 在手动状态下打开绿色按钮。当机器下降时,调整相关头高,使下模工作面与超声波上模工作面完全紧密接触。
(2) 按下红色按钮,机器自动复位。
(3) 调整气压至0.3MPA,延时时间为100,焊接时间为040,固化时间为090。
(4) 将产品放在下模上,在机器面板上将手动状态转为自动状态,开始焊接操作。(注意:在调试模具的过程中,保持手动状态,绝不转为自动状态。只有在焊接过程中,才切换到自动状态。并且在生产过程中,如果模具之间没有焊接产品,切勿自动焊接,否则超声波机会发出超声波,导致机器故障和模具损坏。必须牢记这一点,告诉操作人员。在焊接过程中,如果产品过度焊接,将焊接时间重置为较小的数字。当焊接强度不强时,相应增加焊接时间,但不要超过 300。 - 注意更换超声波模具时,必须将机器转到手动状态。然后从顺时针方向卸载模具,切勿打破模具。其他组装必须严格按照上述步骤进行,一步一步地组装和调试。
保养
- 设备上无杂物,设备表面和焊头应保持清洁。
- 操作人员应严格按照标准操作规程进行生产操作,禁止随意操作。
- 设备的电路必须可靠接地,以保护人身安全。
- 超声波发生器后部应保持 150mm 的距离,以维持电器的正常运行。
- 应安装气源处理器,用于设备的空气压缩,以保证气源的清洁和干燥,进一步延长气动元件的使用寿命。
- 装置打开后,应在接触器后部排出冷却空气,以免接触器损坏。
- 焊头、底模和工作台应保持清洁。
- 当挥杆头向下时,焊接速度不宜太快。
- 升降丝杆和运动部件应定期涂上油脂并保持清洁。
- 定期检查电缆接头是否松动。
- 定期清洗空气压缩处理器的气源。
- 检查设备运行过程中是否有异常声音。
- 检查设备是否有损坏或缺失的部件。
- 设备严禁无故障运行。
- 爱护机器,不要粗暴操作。
- 禁止使用坚硬的材料(如钢)接触模具表面或撞击模具。如果需要任何类似的操作,请使用铜或其他软工具。
- 设备运行异常,停机并及时报告问题。
- 制定相关设备维护检查记录,记录所有检查和维护。
维护和检查包括
- 日常检查包括:
1)压缩空气是否清洁干燥。
2)超声波发生器运行正常。
3)挥杆头上下的速度稳定。
4)高度调节杆和气动杆上无油污。
5)设备整体清洁,润滑正常。
6)设备运行中是否有异常声音。
7)设备上和设备周围无杂物。
8)压力表指示正常。 - 定期检查包括:
1) 超声波发生器的冷却效果。
2) 润滑部件的运行情况。
3) 电器和电路的使用条件。
4) 紧固部件上的螺钉和螺母无松动。
5) 设备接地良好。
6) 有无部件损坏或缺失。
7) 所有润滑部件的加油。
8) 设备运行过程中是否有异常声音。
9) 空气源处理器,用于空气清洁和压缩。




